


空气悬浮风机_空气悬浮风机间歇性异音
空气悬浮风机间歇性异音:空气悬浮风机使用中产生异响的原因可能是因为以下几点
原标题:空气悬浮风机使用中产生异响的原因可能是因为以下几点
章丘磁悬浮风机讲述:
1、堵管:常见的原因之一是管道堵塞,风机出口不畅,风力不能用尽,压力上升,而电机造成过压过载,进而引起空气悬浮风机电流表上升。2、润滑油的原因:如果磁悬浮风机缺少润滑油,则鼓风机将继续在缺油条件下工作,叶轮失效摩擦和齿轮磨损相互增加,从而增加了电机的负荷,仅增加了电机的负荷,加速了损耗。3、误操作:电流超载也可能是在操作过程中出现问题,比如安装逆止阀时装反、闸阀未全部打开就运行,这类操作,都很可能会引起电机的瞬间烧毁,在操作时应当根据规定来做,切忌粗心大意引起不必要的麻烦。4、风机本身问题:风机出厂是自身就有质量问题,安装风机时,很多零部件间隙配合不好,会造成额外的摩擦,再者可能部分零部件损坏,增大电机负荷,导致保险丝熔断。章丘磁悬浮风机虽然应用广泛,但是一些客户表示在使用磁悬浮风机的过程中有很多噪音,为什么会有噪音,产品本身的质量有问题吗,有时候,根系鼓风机的噪音不一定是质量问题,但也可能是由于日常维护工作的缺乏造成的。1、风机的通风管道使用时间长了可能会堵塞,这时就需要清理,或者更换管道。2、风机的皮带松动导致皮带打滑,所以噪声很大,此时我们只要紧紧皮带,这样也会解决噪音大的问题。4、风机使用时间长了可能灰尘会很多,这样也会导致风机工作时声音过大,此时可以进行风机的清理,这样可以减小风机的噪声。
:

空气悬浮风机间歇性异音:空气悬浮风机出现异常噪音的原因(一)
?空气悬浮风机出现异常噪音有很多原因,其中一个原因就是叶轮与墙板的摩擦,当风机的叶轮与墙板发生摩擦之后,会出现机壳过热、噪音增大、甚至引起电机过载运行而烧坏电机。出现这种情况的时候一些不是很专业的维修人员,可能会拆开空气悬浮风机车削叶轮,但是这样一来叶轮间隙会变大,势必导致风机风量、风压等达不到要求。
但是实际上摩擦的大部分原因出现在装配过程中,空气悬浮风机(磁悬浮风机)看上去“粗大笨”,实际上每一个步骤都来不得丝毫的马虎,首先轴承与墙板之间、轴套与墙板之间、轴套与轴承之间、轴套与轴之间都直接影响着叶轮与叶轮、墙板、机壳之间的间隙。
诸城市东翰机械的空气悬浮风机,尽管采用各种先进的加工中心、数控机床等生产出来,有着精准的定位,有着完美的机壳、墙板、叶轮等等,但是最后空气悬浮风机是否有摩擦、噪音、风量、风压是否达标,还要取决于平衡与装配。
以后我会详细的给大家讲述本文中提到的各个细节,诸城市东翰机械是怎样来做的,感谢您的细心阅读,并希望各位能提出宝贵的意见!
空气悬浮风机间歇性异音:空气悬浮风机在停机的时候为什么会发出尖异响
原标题:空气悬浮风机在停机的时候为什么会发出尖异响
空气悬浮风机在停机的时候有的会发出尖异响,这种情况广大用户朋友不要担心,如果是新风机,才开始使用的情况,有可能是新齿轮侧隙小容易发出尖啸声,使用一段时间磨合一下,一般情况会自动消失,不用担心。
有的情况是空气悬浮风机再是使用长时间后,偶然发出尖啸声,这种情况有可能是皮带松了,空气悬浮风机转速不稳定,时快时慢,齿轮在转速不稳定的情况下容易发出尖啸声。还有一种情况是管道突然堵塞,压力升高造成空气悬浮风机负荷增大,在超载的情况下空气悬浮风机也会发出尖啸声。再有就是齿轮在使用年限很长的情况下,磨损严重导致两组叶轮发生碰撞也会发出尖啸声,这是应更换新的空气悬浮风机齿轮,就可以解决这个问题。
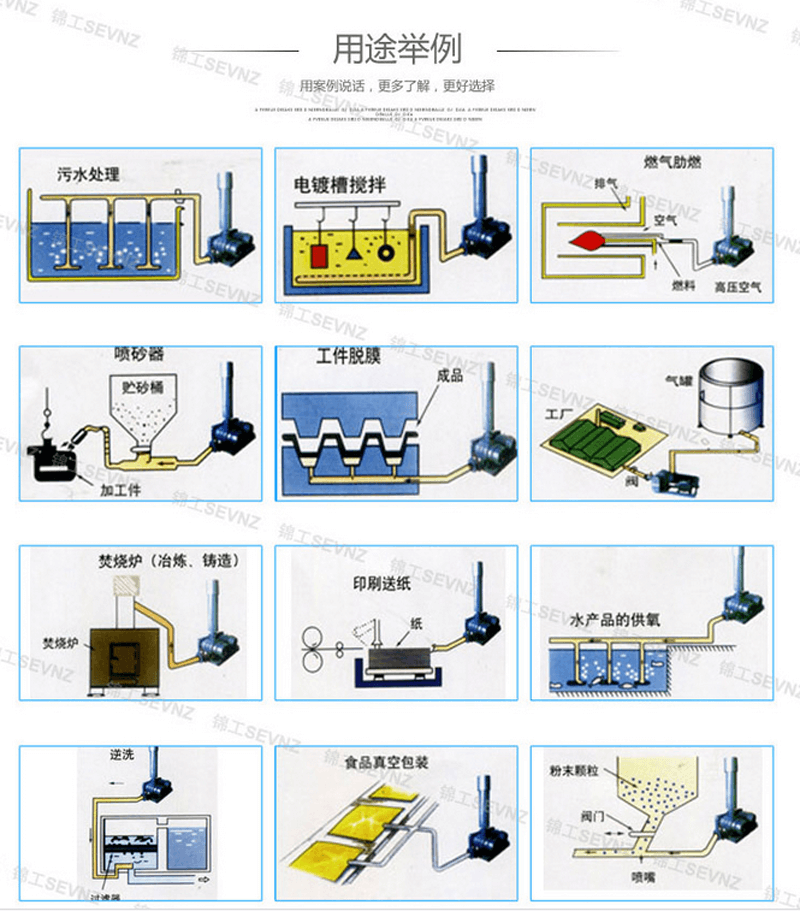
空气悬浮风机输送介质为清洁空气、管道煤气及其它惰性气体,鉴于具有上述特点,因而能广泛应用于石油、化工、冶金、环保、电力、矿山、港口、化肥、建材、纺织、食品、医药、仪器、煤气站等,特别适用于中压气源站、气力输送、污水处理、水产养殖、系统气体带压循环、管道增压输送、负压吸送、真空包装等各个行业各部门。
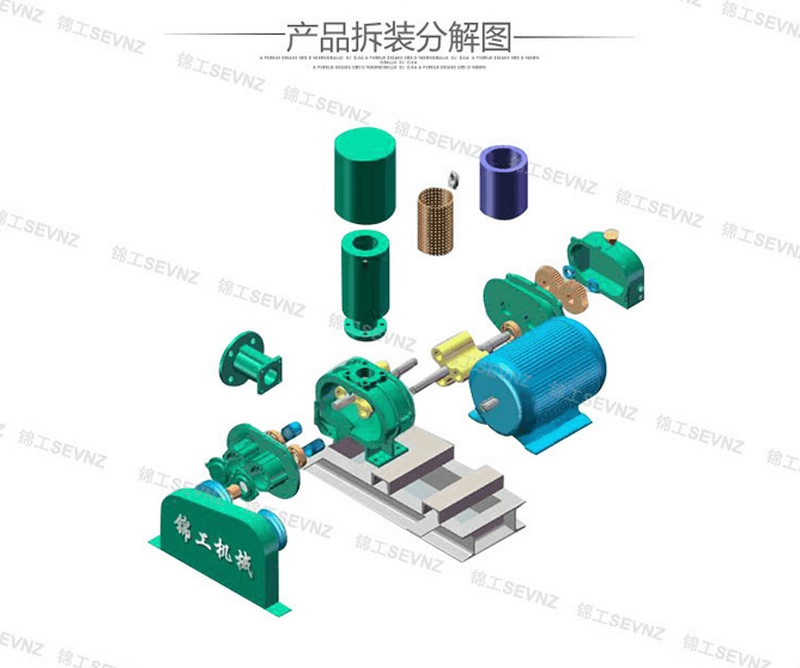
空气悬浮风机工作原理:
三叶型两叶轮在机体内通过同步齿轮的作用,呈反方向啮合旋转。叶轮相互之间、叶轮与壳体、墙板之间均有适当的工作间隙,它们构成进气腔与排气腔相对隔绝。利用叶轮旋转,将机体内的气体由进气腔推送至排气腔后排出机体,达到鼓风的目的。
:
空气悬浮风机间歇性异音:风机及空气悬浮风机异常震动或者噪音产生解决方法
风机及空气悬浮风机异常震动或者噪音产生解决方法
风机在水泥行业使用特别多,包括各种类型的风机,如高温风机、离心风机、鼓风机、空气悬浮风机、高压风机等,而这些风机在使用过程中,由于各方面的原因,致使风机震动加剧,致后损坏,严重的还会造成重大的设备事故,下面简单介绍几点引起风机震动的故障原因、故障因素、处理办法。
首先是引起风机震动的故障原因:
分析风机故障现象及原因,有其规律可循,一般来讲有以下几种:
(1)设计原因:风机的设计一般是根据风机的使用环境、温度、风量、风压、介质等来设计的,而有的企业并没有完全根据这些因素来选型,致使造成存在如下因素:风机设计不当,动态特性不良,运行时发生震动;结构不合理,应力集中;设计工作转速接近或落入临界转速区;热膨胀量计算不准,导致热态对中不良等。
(2)制造原因:风机制造厂家对风机的质量要求也影响风机的运转,如:零部件加工制造不良,精度不够;零件材质不良,强度不够,制造缺陷;转子动平衡不符合技术要求等。
(3)安装、维修原因:风机的安装精度要求对风机运转起着至关重要的作用,如安装精度未达到安装要求,对风机运行将起着破坏作用。在风机安装过程中,就有如下影响因素,如:机械安装不当,零部件错位,预负荷大;轴系对中不良;机器几何参数(如配合间隙、过盈量及相对位置)调整不当;转子长期放置不当,改变了动平衡精度;未按规程检修,破坏了机器原有的配合性质和精度等。
(4)操作运行原因:在风机使用过程中,对风机维护、保养的好坏,对风机的运行质量起着决定性作用。如:工艺参数(如介质的温度、压力、流量、负荷等)偏离设计值,机器运行工况不正常;机器在超转速、超负荷下运行,改变了机器的工作特性;润滑或者冷却不良;转子局部损坏或结垢;启停机或升降速过程操作不当,热膨胀不均匀或在临界区停留时间过久等。
(5)机器劣化原因:一般设备在使用时都有一定的年限,达到一定年限设备性能将恶化。对于风机来讲也是如此,如:长期运行,转子挠度增大或动平衡劣化;转子局部损坏、脱落或产生裂纹;零部件磨损、点蚀或腐蚀等;配合面受力劣化,产生过盈不足或松动等,破坏了配合性质和精度;机器基础沉降不均匀,机器壳体变形。
其次是风机震动一般故障原因及处理方法
一般来讲,风机在运行中震动是不可避免的,特别是到了风机运行后期,由于各种参数的恶化,致使风机震动加剧,这就要求我们在风机状况进一步恶化前将故障解决,保证风机正常运行,下面就原水泥厂立磨循环风机的一般故障原因及处理谈一点看法。
(1)风机与电机联轴器不对中的处理
风机与电动机之间由联轴器联接,传递运动和转矩。不对中是风机常见的故障,风机的故障60%与不对中相关。风机的不对中故障是指风机、电动机两转子的轴心线与轴承中心线的倾斜或偏移程度。风机转子系统产生不对中的主要原因:1)轴承气隙过大或滚珠有点蚀现象,这种情况一般是由于润滑不足或油质较差引起的,出现这种状况容易引起不对中而产生震动,应视情况更换轴承。2)轴承座长时间威震产生偏移。由于大型风机产生震动是不可避免的,这样就容易造成底座紧固螺栓轻微松动,后果就是引起不对中而震动。3)主电机本身引起的。大型电机对动平衡本身要求较高,长时间运行由于各种原因,电机本身动平衡破坏而要求不对中等等。风机转子系统产生不对中故障后,在旋转过程中会产生一系列对设备运行不利的动态效应,引起联轴器的偏转、轴承的磨损、油膜稳态和轴的挠曲变形等,使转子受力及轴承所受的附加力导致风机的异常震动和轴承的早期损坏,危害极大。对于风机的不对中故障,目前我们一般采取原始办法来处理。首先对风机主轴找水平,并且盘动叶轮旋转,保证风机主轴在每个点的水平度偏差在范围内;然后对风机与电机联轴器找对中度,一般采用百分表,分四个点检测跳动度,保证四个点跳动度在技术范围内,这样对中度基本找好了。先进的办法可以用激光对中仪来解决,方便快捷。
(2)叶轮不平衡引起的震动处理
叶轮在使用中产生不平衡的原因可简要分为两种:叶轮的磨损和叶轮的结垢。象我原来在的水泥厂,生料立磨循环风机就经常发生这种现象。循环风机的作用就是将生料粉经旋风收尘器收集,余下的少量生料粉经循环风机带动电除尘器,这样许多微小的粉尘颗粒随同高速的气体一起通过循环风机,使叶片遭受连续不断地冲刷。长此以往,在叶片出口处形成刀刃状磨损。由于这种磨损是不规则的,因此造成了叶轮的不平衡。此外,许多微小的粉尘颗粒当它们通过循环风机时,在气体涡流的作用下会被吸附在叶片非工作面上,特别在非工作面的进口处与出口处形成比较严重的粉尘结垢,并且逐渐增厚。当部分灰垢在离心力和震动的共同作用下脱落时,叶轮的平衡遭到破坏,整个引风机都会产生震动。一般处理叶轮结垢就是待风机停机后,用铲子或刷子将结垢处理干净。以前处理叶轮不平衡的办法都是采用静平衡法,根据盘动叶轮位置变化的不同,以及在实际工作中所总结的经验,找到应加配重的重量和位置,基本保证风机静平衡处于理想状态。目前处理叶轮不平衡的方法,都是使用动平衡仪,在现场加配重块,使得风机震动参数控制在技术范围内。
(3)风机叶轮与轮毂联接缺陷引起震动的处理
风机叶轮与轮毂一般采用的联接方式是铆钉联接和铰制孔螺栓联接,水泥厂循环风机就是采用铰制孔螺栓联接。正常情况下,风机叶轮与轮毂的配合都采用过盈配合,铆钉或铰制孔螺栓预紧力都达到技术要求,但还是存在少量的风机在这方面未达到要求,引起轻微松动而造成震动,出现这种情况一般采取重新铆钉或预紧,如还是未达到要求,只有更换叶轮。水泥厂的循环风机就发生了由于铰制孔螺栓的螺母磨损过大,造成叶轮与轮毂预紧力不足而发生震动,分析原因主要是风道内部产生内循环风,造成螺母磨损过大。处理方式首先改进风道结构消除内循环风;其次将铰制孔螺栓更换,使用扭力扳手紧固螺栓达到预紧力一致;重要的一点要加强检查,防止故障进一步扩大。
磁悬浮风机止回阀 化工用磁悬浮风机 磁悬浮风机皮带型号
咨询电话:400-966-0628

