


空气悬浮风机检修工艺要点_空气悬浮风机
空气悬浮风机检修工艺要点:[问答题] 简述三期脱硫空气悬浮风机的检修工艺要点。
某小规模纳税人提供交通运输服务,当月取得收入10.3元,发生运输成本5万元。该小规模纳税人当月应缴纳的增值税额为()元。 ["0.3","0.1","0.5","3"]
空气喷枪调节喷雾形状的部件是() ["流体空气帽","气嘴","扳机","漆嘴"]
()负责全国保安服务活动的监督管理工作。 ["检察机关","人民法院","公安机关","公安部"]
下列有关税款优先制度的表述正确的是()。 ["税务机关征收税款,税收优先于无担保债权,法律另有规定的除外","纳税人欠缴的税款发生在纳税人以其财产设定抵押、质押或者纳税人的财产被留置之前的,税收应当优先于抵押权、质权、留置权执行","纳税人欠缴税款,同时又被行政机关决定处以罚款、没收违法所得的,税收优先于罚款、没收违法所得","纳税人分立时未缴清税款的,分立后的纳税人对未履行的纳税义务应当承担连带责任"]
下列不属于在境内销售服务、无形资产或者不动产的是()。 ["服务(租赁不动产除外)或者无形资产(自然资源使用权除外)的销售方或者购买方在境内","所销售或者租赁的不动产在境内","所销售自然资源使用权的自然资源在境内","企业将其在境外的不动产租赁给我国企业"]
简述三期脱硫空气悬浮风机的检修工艺要点。
空气悬浮风机检修工艺要点:空气悬浮风机的检修工艺标准.pdf
空气悬浮风机的检修工艺标准
8.1 设备规范
设 备 名 型号 数量 规范 制 造 厂
称 家
罗 茨 风 JIS8 1 台 进 汽 温 度 40 ℃ 进 汽 压 力 长 沙 鼓
机 0 101.3Kpa 升压 风 机 厂
58.8Kpa 流量 5.8m3/min 有 限 责
任公司
8.2 检修前的准备工作
8.2.1 了解风机的运行情况,认真的统计
8.2.2 熟悉设备的性能和检修工艺,做好检修所需的备品的使用
的材料,工具的准备工作
8.2.3 办理工作票,在确认了一切的安全措施已完成后,方可进
行检修工作
8.3 检修工艺
8.3.1 拆除传动三角带的防护罩,拆除进出口短节
8.3.2 松开电机的紧固螺丝和滑轨调节螺钉 , 取下传动三角带 , 按
规定放置
8.3.3 拧下齿轮箱的放油堵头,放尽齿轮箱的油
8.3.4 拆除齿轮箱与后堵板的连接螺丝,取下齿轮箱
8.3.5 用专用的工具拆下齿轮档圈,止动垫片和锁紧螺母,拆下
齿轮前注意标记
8.3.6 拆除轴承及调整螺钉,拆除轴承锁紧螺母和止动垫圈,卸
下的轴承和骨架油封 ,测量各部位间隙并做记录
8.3.7 将前后墙板与机壳连接的螺丝拆除,取下前、后墙板
8.3.8 取出叶轮部位
8.3.9 拆卸注意事项
8.3.9.1 所有的连接和嵌合件一定要刻上配合标记,特别是齿轮
8.3.9.2 不要损伤零部件,尤其是配合表面
8.3.9.3 所有的垫片在拆卸的时,都要测定其厚度
8.3.9.4 拆卸后的部件特别是轴承,应注意避免灰尘
8.3.10 组装
8.3.10.1 将驱动侧的墙板安装在机壳上,
8.3.10.2 将齿轮部 , 由齿轮侧装进机壳内
8.3.10.3 将齿轮侧墙板装在机壳上,注意轴向总间隙,不够时
可选配机壳密封垫
8.3.10.4 安装前后轴承,组装前轴承时 , 箱内应填充 1/2-1/3 的
轴承空间的润滑油
8.3.10.5 安装齿轮,安装齿轮箱
8.3.10.6 将驱动侧的轴承和锁紧螺母一同装上,装上轴承压盖
8.3.10.7 调整间隙 , 打定位销
8.3.10.8 装皮带轮和其它的附件
8.3.10.9 安装皮带并进行调整
8.3.11 组装中的注意事项
8.3.11.1 检查被拆卸的零件的而已无损伤特别是配合部件如有
进行修复或更换
8.3.11.2 轴承应清洗干净,涂上润滑油安装中工具、手等都应
干净
8.3.11.3 将配合部位的灰尘彻底的清除,然后涂上油
8.3.11.4 密封垫如有破损, 、则应更换相同的厚度的垫片
8.3.12 间隙调整方法
8.3.12.1 叶轮与机壳的间隙( a1.a2.a3 )的调整是通过机壳与
墙板的定位销孔来保证的,故拆卸风机时,孔销不能损坏
8.3.12.2 叶轮 - 叶轮间隙的调整,将叶轮转到间隙示意图位置,
装时按拆前的齿轮标记对正后, 把两齿轮压入轴上, 再依次的装
入齿轮挡圈,止动垫片和锁紧螺母,并将螺母销紧上,从出入口
用塞尺检查间隙,并将叶轮部试转一圈,若不能转动,将叶轮回
转以便接触在上, 用铜棒轻轻的敲打叶轮间隙较大的部位, 使齿
轮与轴的锥部位配合相对的移动,
空气悬浮风机检修工艺要点:磁悬浮风机检修及维护要点
山东锦工有限公司是一家专业生产磁悬浮风机、罗茨真空泵、回转风机等机械设备公司,位于有“铁匠之乡”之称的山东省章丘市相公镇,近年来,锦工致力于新产品的研发,新产品双油箱空气悬浮风机、水冷空气悬浮风机、油驱空气悬浮风机、低噪音空气悬浮风机,赢得了市场好评和认可。
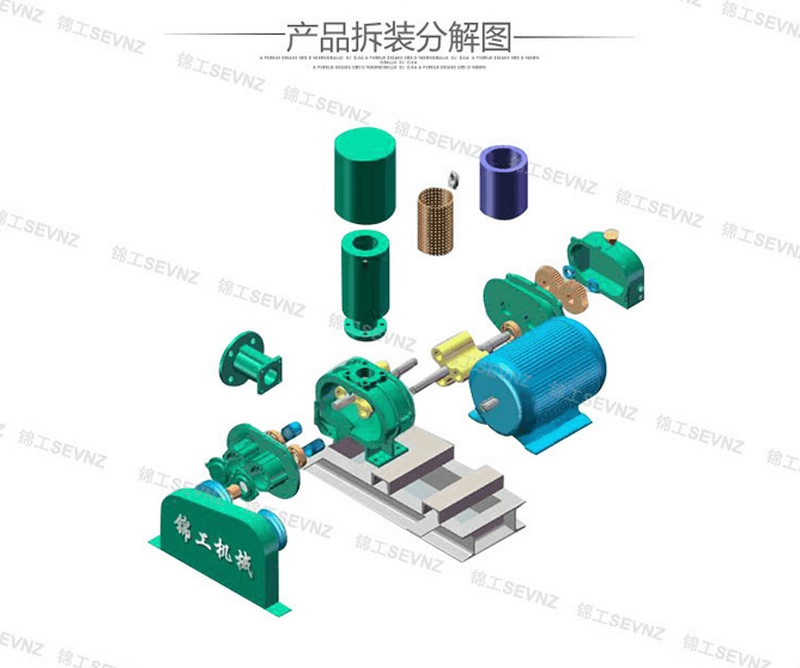
空气悬浮风机是容积式风机,是一种双转子压缩机械。主要由同步齿轮、叶轮及一个近乎椭圆的机壳等部件组成,机壳上有进气口和出气口。在2根平行的轴上设有2个三叶型叶轮,两叶轮之间、叶轮与墙板之间以及叶轮与机壳之间均保持一定的间隙。
1.工作原理
空气悬浮风机的转子通过齿轮而作等速反向旋转,叶轮始终由同步齿轮保持正确的相位,空气悬浮风机两叶轮相互啮合,将进气口与出气口隔开,叶轮与机壳及墙板围成封闭的基元容积,其大小在旋转过程中不发生变化,风机运行过程中将基元容积内的气体从进气口推移到出气口,以达到强制排气的目的。风机输送的风量与转数成比例,三叶型叶轮每转动一次由2个叶轮进行3次吸、排气,与二叶型相比,气体脉动变少,负荷变化小,机械强度高,噪声低,振动也小。
2.风机的性能参数及技术要求:风机的性能参数是风机使用者对风机选型所依靠的重要指标,而风机的技术要求则规定了风机的使用方向,设计及制造要求。
2.1 性能参数
磁悬浮风机的性能参数主要包括转速、压力、流量、轴功率及排气温度等。
2.2 技术要求
输送空气和中性无毒气体的一般用途空气悬浮风机主要技术要求如下:
2.2.1介质
进气温度不高于40℃,气体中固体微粒的含量不大于100mg/m3,微粒最大尺寸不大于鼓风机内部最小工作间隙的一半。
2.2.2设计要求
①整机使用寿命应不少于10年,第一次大修前安全运行时间应不少于15000h。同步齿轮使用寿命应不低于25000h。
②轴承部位的温度应不高于95℃。使用普通机油润滑时,油温一般不高于65℃。
2.2.3制造要求
①叶轮应作动平衡试验,动平衡精度不低于G6.3级。皮带轮应做静平衡试验。
②轴与轴承配合部位的尺寸,同步齿轮及齿轮副的检测项目,叶轮之间、叶轮与机壳及墙板间的间隙,均应符合设计规定。
③鼓风机及其配套件的外表面不允许有锈迹、碰伤。油漆表面不应有漏漆、堆漆、漆流、起泡、褶皱及色泽明显差异等现象。
3.风机结构
S系列风机采用转子支撑形式结构,转子一端固定,另一端游动。固定端采用定位轴承,其轴向游隙必须满足限制转子轴向窜动的要求。将定位轴承内圈与轴锁紧,使其外圈与轴承座压紧,则可将转子轴向位移限定在轴承的轴向游隙范围之内。在自由端,轴承内、外圈之间可相对移动或整体移动,以补偿转子因热变形而引起的长度变化。
3.1 机壳、墙板
机壳、墙板均由高强度铸铁铸成,机壳为整体卧式设置,其外表面有合理布置的筋块,起加强和散热作用。
3.2 叶轮部
叶轮与轴采用优质球墨铸铁整体铸造而成,为三叶型叶轮,并具有复合型线,采用精密数控机床加工,叶轮和轴经热套或冷压结合,转子经过动平衡,精度达到G2.5级,保证风机运转平稳、振动小。
3.3 齿轮
齿轮是磁悬浮风机中最重要的零件之一,选用优质铬锰钛合金钢,经渗碳淬火处理具有足够的强度,由高性能专用磨齿机精磨齿面而成,其精度GB10095.2的5级。齿轮与轴采用锥面联结,建议通过高压注油泵进行压力装拆,保证了齿轮与转子的同心与自锁。
4.风机的日常巡检及保养
4.1运行中风机
①观察油箱中油液位、油质,液位是否位于油标中心处,油质是否清洁。
②听风机声音有无异常,主要监听轴承声音,风机机体、叶轮、墙板有无摩擦,同步齿轮运转是否平稳。
③检测轴承处振动是否符合标准。同步齿轮处的振动是否过大。若振动超标,查看地脚螺栓是否紧固,轴承、同步齿轮声音是否正常,进出口管路是否畅通等。
④检测轴承温度,风机出口温度。
4.2备用状态风机
由于S系列鼓风机均采用空气直接冷却,不需要外接冷却水,所以不用考虑风机冬季防冻问题。风机应定期盘车,并做好盘车记录,对于库房备用或者现场长时间不用的风机,为防止转子因自重而向一个方向弯曲,每隔一段时间应将转子转动180°。
4.3开车前需检查
①风机主、副油箱润滑油是否符合要求。
②风机进出口等连接部位是否紧固。现场条件满足的,可以对风机进行冲压试漏。风机的漏气会造成电机电流的偏高。
③盘车是否正常。
④皮带的张力及皮带轮的安装偏差。
⑤核实风机的旋转方向是否正确。
5.风机的检修
5.1 S系列风机间隙量调整
5.1.1轴向间隙的调整
①轴向间隙的调整就是调整转子与两侧墙板的间隙,由于热膨胀的存在,因此必须保证转子与两端墙板的间隙满足膨胀量的要求。
②调节原理:调节同步齿轮端轴承的轴向位置,具体方法是通过增减轴承内外圈垫片来实现。
5.1.2转子与壳体之间的间隙。
如果有定位销,通过定位销来保证,无需调整。若没有定位销,将墙板与壳体连接螺栓带上劲,转子转到叶轮与壳体最小间隙位置,用固定数值的塞尺插入转子与壳体间隙,最好能用两把塞尺同时塞住,轻轻敲击墙板或壳体以调整转子与壳体间隙,确保间隙值后,紧固墙板与壳体连接螺栓。 5.1.3转子之间的间隙调整
将标准间隙厚度塞尺放入转子之间,为了尽量消除轴承游隙的影响,按规定的方向盘车,如有卡点,用铜棒敲击同步齿轮对应位置,直至盘车正常,最后将锁母完全锁死。
5.2风机检修规则
5.2.1准备工作
①根据磁悬浮风机的故障分析,确定检修部位及范围,预备可能需要更换的零部件。
②根据零件的构造,准备合适的检修工具和量具。
③根据鼓风机的质量情况,制定检修方案。
④落实安全措施。
5.2.2检修注意事项
①拆卸时,对重要零件的尺寸及安装方位应做好记号,以便组装时对号复位,避免发生混乱。例如测量各种密封垫片的厚度并做好记录,测量转子各部位的间隙并做好记录,对主、从动齿轮间相互啮合的一组轮廓、齿槽打上对应标记等。
②对于拆卸下来的零件,应保护好加工表面,并按一定规则摆放。安装在同一部位的零件,比如同一部位的轴承座、轴承压盖及调整垫片等,应放在一块。容易丢失的零件,应收入专门的器具。配对使用的应套在一起存放。
③装配前,应对准备使用的零件进行清洗和检查。
5.3零件修换原则
5.3.1必要性原则
凡使用过的零件,拆下来检查,不外乎以下三种情况:一是质量状况尚好,或者虽有磨损但不作修复也可继续使用;二是存在缺陷,但经过修复仍然可以继续使用;三是有较大缺陷,难以修复或者修理价值不大,需要进行更换。
5.3.2可靠性原则
选择修理的零件,修理后应当恢复或基本恢复原有的制造精度,满足整机对零件的技术要求。
5.3.3经济型原则
可以修复的零件是否一定进行修理,而不选择更换,还应当对修理与更换的经济性进行比较。同时需兼顾修理费用和修理后使用时间。
6.结语
磁悬浮风机广泛应用于化工领域,对生产的稳定产生了重要的作用,熟悉及掌握风机的结构、工作原理,落实巡检方法,仔细专研风机的检修,对化工生产稳定、员工专业素质的提高有重大帮助。
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
(来自:空气悬浮风机,磁悬浮风机,罗茨真空泵,回转式鼓风机,回转风机,
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
上一篇: PLC改造空气悬浮风机联锁自保系统
下一篇: 空气悬浮风机变频调速运行方式
磁悬浮风机增氧机价格 吉林磁悬浮风机 密集磁悬浮风机
咨询电话:400-966-0628

